

在 45#无缝钢管不断的发展中,龙岩融拓金属材料有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!公司坚持“以人为本、以质取胜”的企业理念,“一切以 45#无缝钢管市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 45#无缝钢管产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!



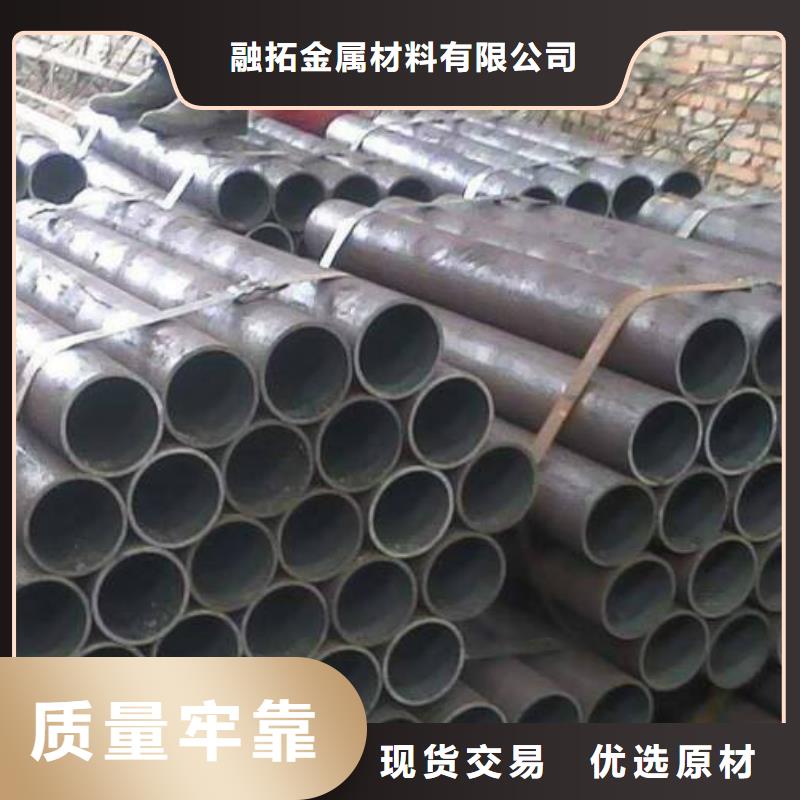
精轧管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了精轧管使用优点比较重要的特征之一。对于精轧管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的精轧管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。
没有管道系统的支持,那么这些东西,都不会轻易的使用到。虽然管道系统,为运输的行业,带来了很大的支持。不过在过去,因为管道的问题,也是为运输行业,带来了不小的麻烦。因为在以前,运输行业所使用的管道,只是普通的钢管。这种钢管在性能方面,就不是那么的,而且还有着一个,非常严重的缺点,那就是很容易生锈。一旦要是管道生锈了,这不仅仅会引发,自来水的重金属含量超标,让饮用的人畜,出现重金属中毒的问题;而且这也会带来,一定的经济损失,毕竟更换这些管道,所需要的花费可不小。



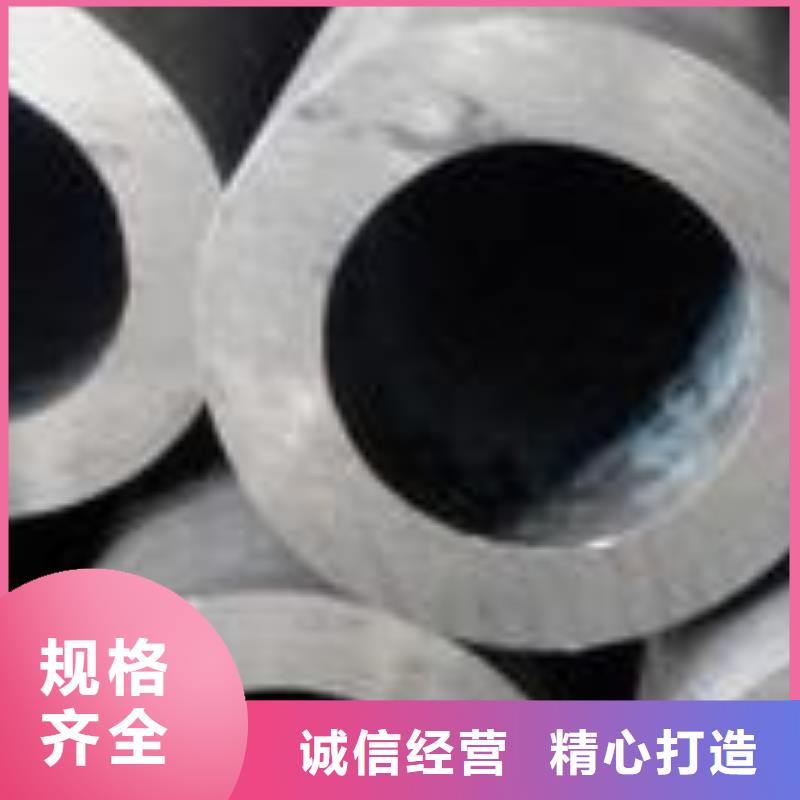
现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。



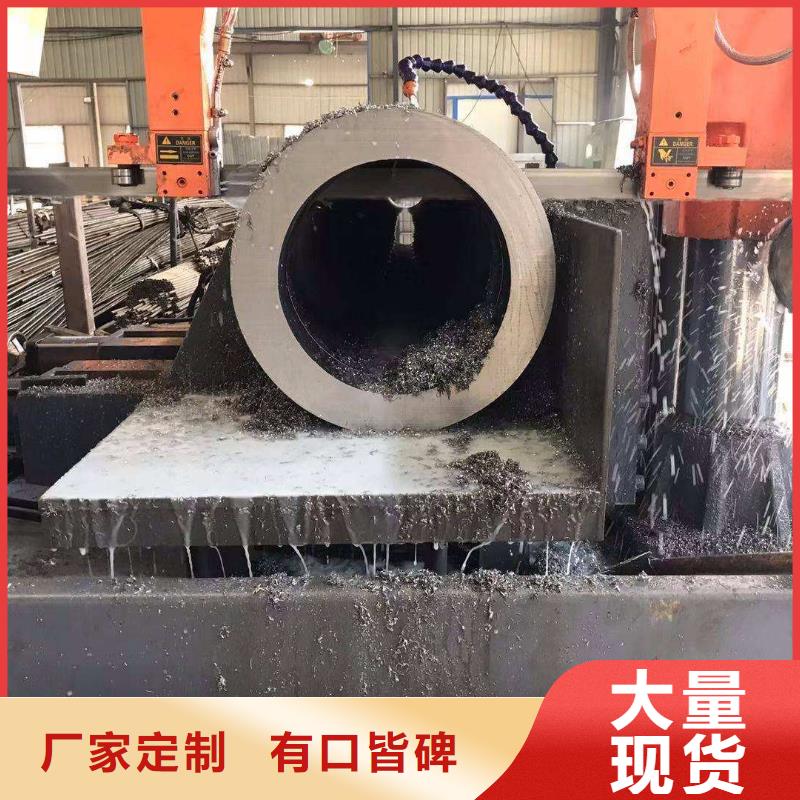
当输入热量不足时,被加热的精轧管边缘达不到精轧管温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的精轧管边缘超过精轧管温度,产生过烧或熔滴,使精轧管形成熔洞。精轧管的两个边缘加热到精轧管温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的精轧管。若挤压力过小,形成共同晶体的数量就小,精轧管金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出精轧管,不但降低了精轧管强度,而且会产生大量的内外毛刺,甚至造成精轧管搭缝等缺陷。
第三,精轧管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,精轧管强度下降;反之,精轧管边缘加热不足,挤压后成型不良。精轧管是一个或一组精轧管专用磁棒,精轧管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精轧管精轧管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精轧管精轧管边缘附近,使精轧管边缘加热到精轧管温度。精轧管用一根钢丝拖动在精轧管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精轧管快速运动,精轧管受精轧管内壁的磨擦而损耗较大,需要经常更换。精轧管经精轧管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精轧管的快速运动,将焊疤刮平。精轧管内部的毛刺一般不。



精轧管生产工艺特点:精轧管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。